- 电 话:0534-6348088
- 传 真:0534-6360048
- 手 机:139-5340-6013
- 销 售:苏经理
- 客服QQ:1343138085
您当前位置:网站首页 >> 新闻动态 >> 行业资讯 >>
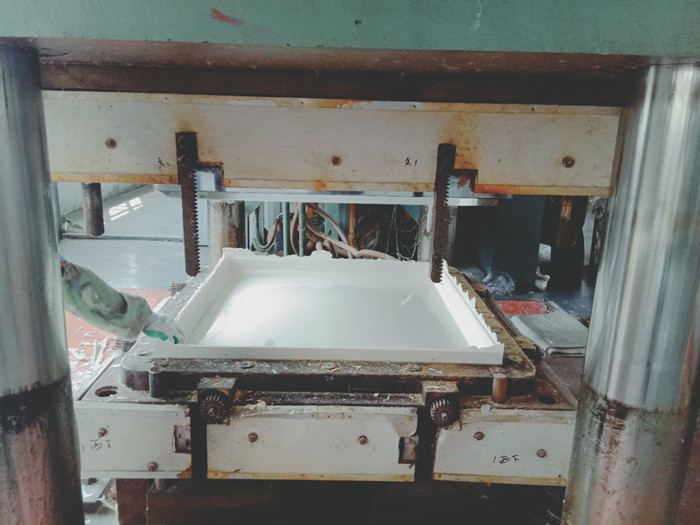
如何制作SMC玻璃钢水箱
如何制作SMC玻璃钢水箱:
一、压制前准备
(1)SMC的质量检查: SMC片材的质量对成型工艺过程及制品质量有很大的影响。单重、薄膜剥离性,硬度及质量均匀性等。
(2)剪裁:按制品的结构形状,加料位置,流程来决定片材剪裁的形状与尺寸,制作样板,再按样板裁料。为防止外界杂质的污染,上下薄膜在装料前才揭去。
(3)设备的准备
①熟悉压机的各项操作参数,尤其要调整好工作压力和压机运行速度及台面平行度等。
②模具安装一定要保持水平,并安装位置在压机台面的中心,压制前要先彻底清理模具,并涂脱模剂
二、加料
(1)加料量的确定
每个制品的加料量在次压制时可按下面公式计算
加料量(g)=制品体积(cm3)X 1.8(g)
(2)加料面积的确定
加料面积的大小,直接影响到制品的密实程度,料的流动距离和制品表面质量。它与SMC的流动与固化特性、制品性能要求、模具结构等有关。一般加料面积为40%-80%,过小会因流程过长而导致玻纤取向。过大,不利于排气,易产生制品内裂纹。
(3) 加料位置与方式
加料位置与方式直接影响到制品的外观,强度与方向性。加料方式必须有利于排气。多层片材叠合时,好将料块按上小下大呈宝塔形叠置。另外,料块尽量不要分开加,否则会产生空气裹集和熔接区,导致制品强度下降。
三、成型
当料块进入模腔后,压机快速下行。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。
(1)成型温度
成型温度的高低,取决于树脂糊的固化体系、制品厚度,生产效率和制品结构的复杂程度。成型温度必须固化体系引发、交联反应的顺利进行,并实现完全的固化。
成型温度的提高,可缩短相应的固化时间;反之,当成型温度降低时,则需延长相应的固化时间。一般认为,SMC成型温度在120-155℃之间。
(2)成型压力
形状简单的制品仅需5-7MPa的成型压力;形状复杂的制品,成型压力可达7-15MPa。 SMC增稠程度越高,所需成型压力也越大。成型压力的大小与模具结构也有关系。垂直分型结构模具所需的成型压力低于水平分型结构模具。配合间隙较小的模具比间隙较大的模具需较高压力。
总之,成型压力的确定应考虑多方面因素。一般来说,SMC成型压力在3-7MPa之间。
(3) 固化时间
SMC在成型温度下的固化时间与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。固化时间一般按40s/mm计算 。对3mm以上厚制品,每增加4mm,固化时间增加lmin。


山东省腾翔集团武城模压制品有限公司(TXC),坐落于素有“九达天衢、神京门户”美誉之称的美丽德州,公司主营业务为水箱、通风空调设备、玻璃钢外壳产品。水箱产品包括:不锈钢水箱、SMC玻璃钢水箱、热镀锌钢板水箱、搪瓷钢板水箱、喷塑钢板水箱、BDF复合板地埋水箱及各种模压配件、镀锌风管、通风设备等配套产品,同时可提供水箱的设计、生产、安装服务及大型不锈钢板、各种铁板开平服务。玻璃钢外壳产品包括:医疗器械外壳、工程机械外壳及汽车外壳等多种系列,并具备定制、生产、实验、电气元件装配及检测能力,其中SMC、玻璃钢缠绕、双面模RTM、真空袋RTM及玻璃钢手糊(HLU)等多种生产工艺均达到合作认可,公司开展对销贸易和转口贸易,主要出口到欧美等国家,现已与东南欧洲等国家建立良好的长期贸易往来,已实现了出口有市场、销售有网络。本着用户至上互惠互利、质量好、以诚相待的原则和宗旨热烈欢迎各界厂家和个人前来洽谈贸易和各种形式的经济合作。联系方式:0534-6348088,24小时服务热线13573499768。
GOOGLE地图 百度地图 ICP备案号:鲁ICP备13004274号-1 技术支持:恺策网优

鲁公网安备 37142802000200号
